


Spécifications de moisissure
|
Nom de moisissure |
Moule à plateau en plastique |
|
Matériel produit |
PP, plastique |
|
Taille du produit |
295x295x50 mm |
|
Poids du produit |
300 grammes |
|
Matière de moisissure pour la cavité et. Cœur |
P20, 718 |
|
Base de moisissure |
P20, 718H |
|
Système d'injection |
Coureur froid |
|
Machine d'injection appropriée |
350T |
|
Taille de moisissure |
510x510x150 mm |
|
Moule à vie |
Plus de 500, 000 PCS |
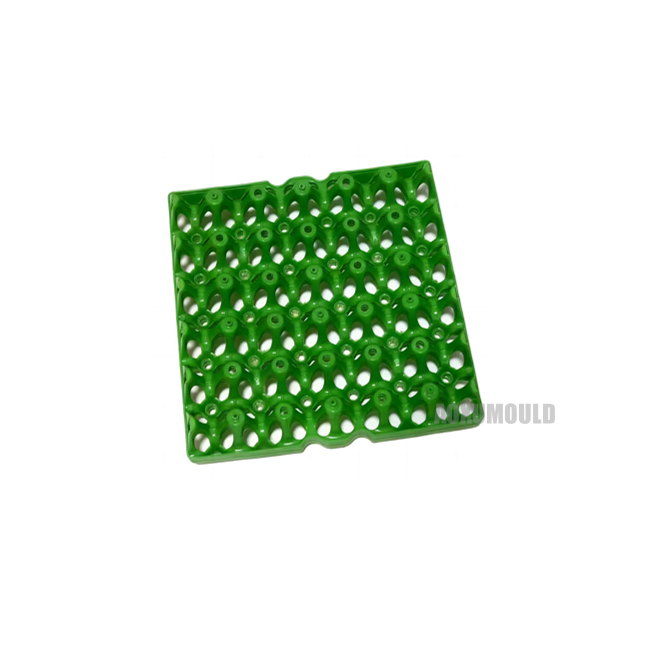
PourquoiChooseTo USEPen plusEggTrayon?
Le plateau d'oeuf en plastique est un ustensile de cuisine très pratique qui présente de nombreux avantages et peut nous apporter beaucoup de commodité et de commodité.
Premièrement, les œufs en plastique sont plus légers, plus faciles à nettoyer et moins sujets à la rouille par rapport aux plateaux d'œufs métalliques traditionnels. Lorsque nous utilisons généralement des plateaux d'oeufs en métal, nous constatons souvent que le matériau métallique est facile à salir et il est difficile à nettoyer. Les plateaux d'oeufs en plastique sont non seulement légers, mais aussi plus pratiques et efficaces à utiliser. Ils peuvent être nettoyés avec juste un simple rinçage, réduisant notre charge de travail.
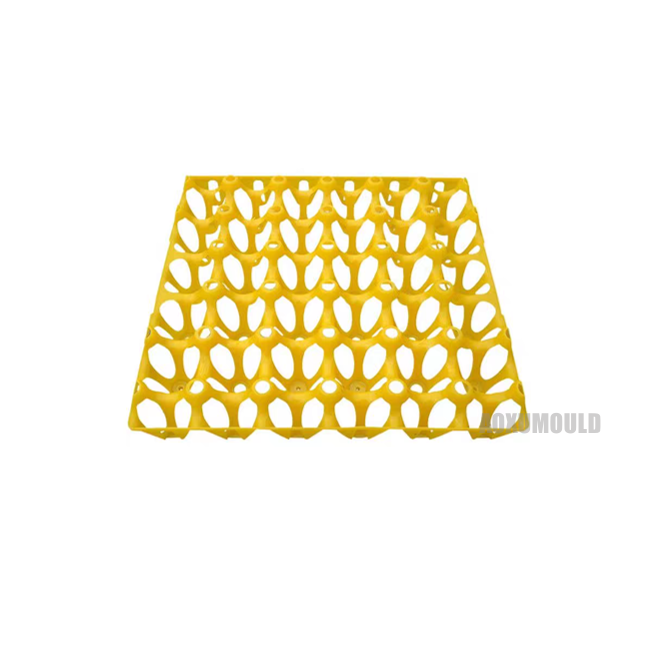
Deuxièmement, l'apparition de plateaux d'oeufs en plastique est diversifiée, avec des couleurs vives et des styles nouveaux, qui peuvent être assortis à différentes décorations de cuisine pour augmenter la beauté globale de la cuisine. Lorsque nous l'utilisons, nous pouvons choisir nos combinaisons de couleurs préférées en fonction des préférences personnelles, ce qui ajoute un sentiment de plaisir et d'effet décoratif.
Encore une fois, les plateaux d'œufs en plastique ont certaines propriétés anti-glissement, ce qui rend difficile pour les œufs de se glisser lorsqu'ils sont placés sur le plateau, en évitant les collisions d'œufs et en réduisant les taux de dommages. Lorsque nous utilisons des plateaux d'œufs en métal traditionnels, nous rencontrons souvent des situations où les œufs se glissent, ce qui les faisait éclater et augmenter les déchets inutiles. Les plateaux d'œufs en plastique ont certaines propriétés anti-glissement, qui peuvent protéger efficacement les œufs, prolonger le temps de stockage et réduire les déchets alimentaires.
Enfin, les plateaux d'œufs en plastique sont abordables et ont une longue durée de vie, ce qui en fait un ustensile de cuisine économique. Lors de l'achat d'ustensiles de cuisine, nous considérons généralement le facteur de prix, et les plateaux d'œufs en plastique sont bon marché, rentables, ont une longue durée de vie, ne sont pas facilement endommagés et sont un article ménage très pratique.
CommentTo determinerTilTypeAndPflècheOf InaissanceGa mangéFouPen plusEggTrayonMoule?

Les plateaux d'oeufs en plastique sont un article ménage commun fabriqué à l'aide de la technologie de moulage par injection pendant le processus de production. La porte d'injection est une partie très importante du moulage par injection, qui affecte directement la qualité de moulage et l'efficacité du processus du produit. Ci-dessous, j'analyserai en détail les types et les positions des portes de moulage par injection pour les plateaux d'œufs en plastique.
Tout d'abord, jetons un coup d'œil aux types de portes de moulage par injection. Pour les produits de petite taille tels que les plateaux d'oeufs en plastique, les types de portes de moulage par injection couramment utilisés sont une porte de blocage de points, une porte de blocage latérale et une porte directe. La porte de blocage de points est un type de porte qui injecte du plastique fondu dans une cavité de moule à partir d'un ou plusieurs côtés d'un produit, adapté aux produits à des surfaces relativement plates. La porte de blocage latérale est utilisée pour injecter du plastique fondu dans la cavité du moule d'un côté du moule, et convient aux situations où la surface du produit a des textures inégales. La grille de versement direct est utilisée pour injecter du plastique fondu directement dans la cavité du moule du haut du produit, adapté aux produits à des formes simples. Lors de la sélection du type de grille de moulage par injection, il est nécessaire de faire un choix raisonnable en fonction des exigences de conception et de production du produit.
Ensuite, parlons de l'emplacement de la porte de moulage par injection. Pour les produits tels que les plateaux d'oeufs en plastique, il est courant de choisir de régler les portes sur les bords du produit pour faciliter l'entrée du plastique dans la cavité du moule et remplir l'ensemble du produit. Dans le même temps, il peut également réduire la survenue de bulles et de matériaux courts pendant le processus d'injection, garantissant la qualité de la moulure du produit. Lors de la sélection de la position de la porte d'injection, il est nécessaire de prendre en compte des facteurs tels que les exigences d'apparence du produit, la difficulté de moulage et le post-traitement de la porte, afin de déterminer finalement la position la plus appropriée.
De plus, afin d'améliorer la qualité de l'apparence et l'efficacité de la production du produit, certaines optimisations peuvent être faites dans la conception du produit et la structure des moisissures. Par exemple, en augmentant le nombre de cavités de moisissure, en installant des épingles d'éjection ou des systèmes d'échappement, la précision de la moulure et l'efficacité de production des produits peuvent être améliorées. Dans le même temps, des technologies de processus spéciales telles que la technologie des coureurs chauds et les moulures laminés peuvent également être considérés pour améliorer encore la qualité et l'efficacité de la production du produit.
Designs pour le produit &. Moule

ProgrèsAaccélération dePen plusEggTrayonInaissanceMoule Proce
Le calendrier de traitement du moule d'injection de plateau d'oeuf en plastique devrait suivre un processus systématique, combiné à la technologie de fabrication de moisissures et aux étapes du projet pour la planification. Ce qui suit est le cadre de planification de la progression du traitement du moule AOXU.
1. Phase de conception (5-10 jours)
Analyse des exigences: clarifier les spécifications du produit (taille, nombre de trous, pente démêlée, etc.) et les exigences de vie de moisissure.
Conception de la structure du moule: Complétez la conception de la séparation 3D, du système de versement (porte de point ou de la porte latérale), du système de refroidissement et du mécanisme d'éjecteur.
Sortie de dessin: générez des dessins d'usinage, des dessins d'assemblage et des dessins de conception d'électrodes et confirmez les tolérances clés (telles que ± 0. 05mm) avec le client.
2. Préparation des matériaux (3-5 jours)
Aachat de base de moisissure: sélectionnez les bases de moisissures standard (telles que la norme LKM) en fonction de la taille du moule ou personnalisez les bases de moisissures non standard.
Commande en acier: L'acier pré-durci (tel que P20 ou 718H) est sélectionné pour la cavité / noyau, et des matériaux de dureté élevée (tels que H13) sont utilisés pour la broche et le curseur d'éjecteur.
Préparation des pièces externalisées: Système de coureur chaud pré-commande et pièces standard (ressorts, colonnes de guidage, etc.).
3. Étape de traitement (15-25 jours)
Usinage rugueux: fraisage CNC de la surface de référence de base de moule et du contour de la cavité, avec une allocation d'usinage de précision réservée de 0. 2-0. 3mm.
Traitement thermique: La trempe de vide est effectuée sur des pièces qui nécessitent une dureté élevée (comme la dureté HRC 48-52).
Usinage de précision:
Mison de précision: Complétez l'usinage de la surface de la cavité (il est recommandé d'utiliser une machine à cinq axes).
Usinage à décharge électrique (EDM): zones de traitement que CNC ne peut pas gérer, telles que les rainures profondes et les coins pointus.
Coupe du fil: traitement des trous de précision tels que les trous de broches d'éjection et les emplacements d'insertion.
Traitement de surface: polir la cavité à la surface du miroir (PR inférieur ou égal à 0. 1 μm), et effectuez un traitement de nitrade si nécessaire.
4. Assemblée et mise en service (5-7 Jours)
Assemblage des composants: Installez le système d'éjecteur et le circuit d'eau de refroidissement (nécessitant un test de pression 3MPA).
Test de l'ajustement du moule: Vérifiez l'ajustement de la surface de séparation (espace inférieur ou égal à 0. 02mm) et la douceur du mouvement du curseur.
Pré-acceptation: effectuer des tests de moisissures vides dans l'usine de moisissures et enregistrer des données dimensionnelles clés.
5. Moulage et optimisation des essais (3-5)
First Trial Mouillage (T1): Vérifiez les paramètres de moulage par injection (température du matériau, temps de maintien) et effet de démollante du produit.
Correction du problème:
Réglez la profondeur de la rainure d'échappement (généralement 0. 02-0. 03mm).
Optimisez la disposition du système d'eau de refroidissement pour réduire le temps de cycle.
Correction des problèmes de flash ou de retrait (en réduisant la pression d'injection ou en modifiant la taille de la porte).
Mold d'essai pré-production (t 2- T3): Produisez en continu des moules 100-200 pour vérifier la stabilité.
TesterMoule à plateau en plastique
Emballer &. Livraison

Composants de moisissure
Moule

Système de coureurs chaud

Pièces standard

FAQ
Commentaires des clients






