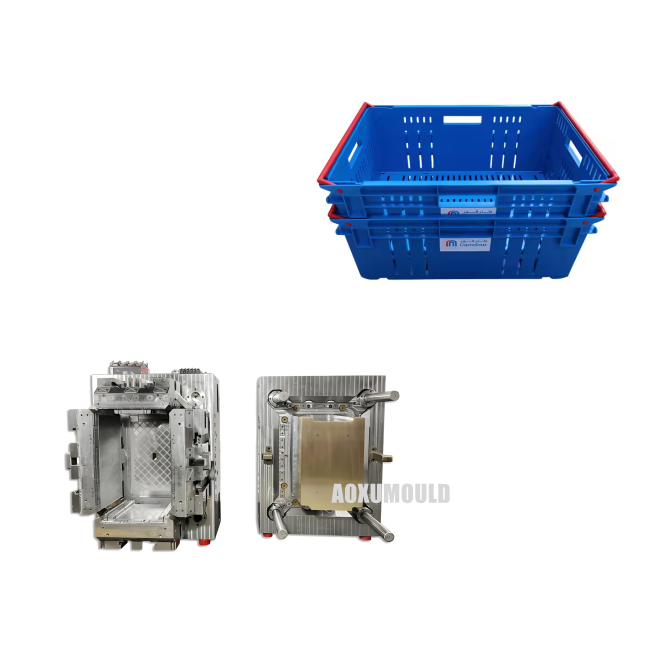




Spécifications de moisissure
|
Nom de moisissure |
Moule à caisse de nidification en plastique |
|
Matériel produit |
HDPE / PP |
|
Taille du produit |
600 x 400 x 300 mm |
|
Matière de moisissure pour la cavité et. Cœur |
P20/718H/H13/2738 |
|
N ° de cavité |
1 cavité |
|
Système d'injection |
Coureur chaud |
|
Machine d'injection appropriée |
480T |
|
Taille de moisissure |
1050x780x700 mm |
|
Poids de moisissure |
6200kg |
|
Moule à vie |
plus de 500, 000 PCS |
|
Délai de livraison |
50 jours |
Quoi's ÉquipementAvons-nous besoin dePlastiqueCaisseLigne de production?
1. Système de manutention des matériaux RAW
Matière première, sèche-linge, chargeur automatique, mélangeur mélangeur
2.Médiction de mise en place
Machine de moulage par injection, moule.
Nous nous spécialisons dans la conception et la fabrication de moules d'injection haute performance pour différents types de caisses / conteneurs de nidification en plastique.
3. Cooliage &. Démêlé
Unité de refroidisseur, bras robotique
4. Équipement de transformation des postes
Machine de coupe, système d'impression
Comment les caisses en plastique sont-elles moulées?

Les caisses de nidification en plastique (également appelées sacs ou conteneurs en plastique) sont généralement fabriqués par moulage par injection, un processus à haute efficacité pour la production de masse.
1. Préparation
- Matière première: le polypropylène (PP) ou les pastilles en polyéthylène à haute densité (HDPE) sont sélectionnés pour leur durabilité, leurs propriétés légères et leur recyclabilité.
- Séchage: les granulés sont séchés pour éliminer l'humidité, assurant des performances optimales de fusion et de moulage.
2. Cycle de moulage par injection
- Mélange: les granulés sont introduits dans une machine de moulage par injection et chauffés à un état fondu (généralement 200 à 300 degrés).
- Injection: Le plastique fondu est injecté sous une haute pression dans une cavité de moisissure en acier pré-conçue en forme de caisse.
- Refroidissement: le moule est refroidi rapidement (via les canaux d'eau) pour solidifier le plastique dans la structure de la caisse.
- Éjection: une fois durcie, le moule s'ouvre et les épingles d'éjection poussent la caisse finie.
3. Conception de moisissure
- Personnalisation: les moules sont conçus avec précision pour définir la taille de la caisse, l'épaisseur de la paroi, les poignées et les caractéristiques d'empilement.
4. Post-traitement
- Tranche: excès de plastique (par exemple, flash autour des bords) est supprimé manuellement ou via l'automatisation.
- Vérification de qualité: les caisses sont inspectées pour les défauts, la précision dimensionnelle et la capacité de charge.
- complémentations facultatives: des fonctionnalités telles que des textures antidérapantes, des étiquettes ou des balises RFID peuvent être ajoutées.
5. Automatisation et efficacité
Les installations modernes utilisent des bras robotiques pour gérer les moules et les produits finis, permettant une production continue 24/7 avec un minimum de déchets.
Ce processus garantit que les caisses en plastique sont robustes, légères et idéales pour la logistique, l'agriculture ou l'utilisation de la vente au détail.
CommentTo conception Tsa structure deAPlastiqueNichageCaisseuLD?

La conception d'un moule à caisse de nidification en plastique implique une approche systématique pour assurer la fonctionnalité, la fabrication et l'efficacité. Voici une ventilation structurée:
1. Considérations de conception de pièces
- Murs effilés: implémentez un angle de tirage à 1 à 3 degrés sur les murs verticaux pour faciliter le démollage et l'activation de la nidification. Équilibrez l'angle de trait pour éviter un espace excessif entre les caisses imbriquées.
- Épaisseur de paroi uniforme: Maintenez une épaisseur de 2 à 4 mm (ajustez-le sur la base du matériau, par exemple, PP ou HDPE) pour éviter les défauts. Les côtes doivent être de 5 0 - 70% d'épaisseur de paroi avec un tirage de 0,5 à 1 degré.
- Renforcements structurels: Ajoutez des côtes à la base et des côtés pour la résistance. Alignez les côtes avec la direction démêlée et assurez-vous un projet approprié.
- Poignées / caractéristiques d'empilement: Concevoir des poignées sous forme de découpes rayonnées pour éviter les concentrations de contraintes. Incluez des jantes / lèvres imbriquées pour un empilement stable.
2. Conception de la structure de la moisissure
- Core et cavité: diviser la moisissure en deux moitiés (noyau pour les surfaces intérieures, cavité pour l'extérieur). Assurez-vous que le placement de la ligne de séparation minimise la visibilité du flash (par exemple, le long des bords de la caisse).
- Ventilation: intégrer des évents peu profonds (0. 0 2–0.04mm) à la ligne de séparation et des côtes profondes pour éviter les pièges à air.
- Système de refroidissement: Utilisez des canaux de refroidissement conformes près des sections épaisses (par exemple, côtes) pour le refroidissement uniforme. Considérez les chicanes / bubblers pour les zones profondes.
- Système d'éjection: Position éjecteur épingles sous les côtes et les bords pour une distribution de force uniforme. Utilisez des plaques de strip-teaseuses pour les grandes surfaces si nécessaire.
-AGATING: Optez pour les portes de bord pour assurer même le remplissage et minimiser les marques visibles. Évitez les portes centrales sauf si nécessaire pour la symétrie.
3. Matériel et fabrication
- Matériau de moisissure: choisissez l'acier P20 / H13 pour la production à haut volume; Aluminium pour les prototypes / volumes faibles.
- Compensation de rétrécissement: Dimensions des moisissures à l'échelle par rétrécissement du matériau (par exemple, 1,5 à 2% pour PP).
- Finition de surface: appliquez la texture pour masquer les marques d'éjection et améliorer la poignée. Évitez les finitions très brillantes.
4. Validation et test
-Simulation: utilisez l'analyse du flux de moisissure pour prédire les modèles de remplissage, le refroidissement et les défauts potentiels (lignes de soudure, warpage).
- Prototypage: tester avec des moules imprimés en 3D ou mous pour vérifier la nidification, la force et l'ergonomie.
- Tolérances: assurer des tolérances étroites pour les fonctionnalités de verrouillage pour garantir une nidification cohérente.
5. Éviter la complexité
- Saignements: concevoir des poignées comme de simples découpes sans sous-dépouilles pour éliminer le besoin de diapositives / haltérophiles.
- Éjection simplifiée: optimiser les angles de projet et le placement des éjecteurs pour éviter de coller.
EstASystème de coureurs chaud nécessaireFou plastiqueNichageInjection de caisse mouLDS?

La décision d'utiliser un système de coureurs à chaud dans les moules d'injection de caisse en plastique dépend de:
1. Volume de production
- Hot Runner Recommandé: pour une production à long terme et à volume élevé (par exemple, 100K + unités), il réduit les déchets de matériaux, raccourcit le temps de cycle et réduit les coûts.
- Cold Runner suffisant: pour les petits lots ou les moules simples, les coureurs froids offrent des coûts initiaux plus bas.
2. Conception de produit
- Les caisses en plastique sont généralement à parois minces et structurellement simples. Un coureur chaud assure une distribution de fonte uniforme, minimisant les défauts comme les marques d'évier ou le warpage.
- Les coureurs chauds excellent dans les conceptions multi-gats en équilibrant le flux de fusion.
3. Coût par rapport à l'efficacité
- Hot Runner PROS: élimine le ferraille des coureurs, accélère les cycles, réduit le post-traitement.
- Consients du coureur chaud: coût de moisissure plus élevé, entretien complexe et exigences précises de contrôle de la température.
Composants de moisissure
Moule

Système de coureurs chaud

Pièces standard

Emballer &. Livraison

CommentTo Maintenir des moules d'injection de caisse en plastique?
Un bon entretien des moules d'injection de caisse en plastique est essentiel pour assurer la qualité des produits, prolonger la durée de vie des moisissures et réduire les temps d'arrêt de la production. Suivez ces directives pour les soins de moisissures efficaces:
1. Entretien quotidien
A. Clean après utilisation:
- Retirer le plastique résiduel, la poussière ou les débris de la surface du moule, des cavités et des évents à l'aide de brosses douces ou d'air comprimé.
- Évitez les outils abrasifs pour prévenir les rayures de surface.
B.Lubrification:
- Appliquez une fine couche de lubrifiant à haute température pour guider les épingles, les épingles d'éjecteurs et les composants coulissants.
- Utilisez des lubrifiants non silicone pour éviter la contamination.
C. inspecter les dommages:
- Vérifiez l'usure, les fissures ou la corrosion sur les composants critiques (par exemple, les noyaux, les cavités, les systèmes d'éjecteurs).
- résoudre immédiatement les problèmes mineurs pour empêcher l'escalade.

2. Nettoyage en profondeur périodique
A. Composants de démontage:
- Démantele régulièrement des épingles d'éjecteurs, des curseurs et des canaux de refroidissement pour un nettoyage approfondi.
- Utilisez un nettoyage à ultrasons ou des nettoyeurs de moisissures spécialisés pour les résidus tenaces.
B.Colage Système Maintenance:
- rincer les canaux de refroidissement pour empêcher l'accumulation ou les blocages d'échelle.
- Assurer un flux de liquide de refroidissement cohérent pour éviter la surchauffe.
3. Prévention de la corrosion
A. Revêtements anti-Rust Apply:
- Utilisez des inhibiteurs de la rouille ou des sprays protecteurs sur les surfaces des moisissures, en particulier pendant le stockage à long terme.
- Contrôler l'humidité:
- Stockez les moules dans un environnement sec et contrôlé par température (humidité idéale:<50%).
4. Alignement et étalonnage
A. Vérifier l'alignement des moisissures:
- Vérifiez l'alignement approprié des moitiés de moisissure pour éviter une usure ou un clignotement inégale.
- Utilisez des outils de précision (par exemple, indicateurs de cadran) pour les ajustements.
B. Force de serrage de moniteur:
- Assurer une pression de serrage optimale pour éviter la déformation des moisissures.
5. Réparation et remplacement
- Correction des dommages mineurs rapidement:
- Réparer les rayures ou les bosses à l'aide de polissage ou d'EDM (usinage à décharge électrique).
- Remplacez les pièces usées:
- Remplacez en temps opportun les épingles d'éjection, les bagues ou les joints du vieillissement pour maintenir les fonctionnalités.
6. Best pratiques de stockage
A. Surfaces de moule Protects:
- Enveloppez les surfaces avec agent de libération de moule ou huile anti-rust avant le stockage.
B. Utiliser les blocs de support:
- Insérez les blocs en bois / métal entre les moitiés de moisissure pour soulager la tension sur les composants.
7. Documentation &. Entraînement
- Maintenir les journaux:
- Dates de maintenance, problèmes et réparations d'enregistrement pour la traçabilité.
- Opérateurs de train:
- Assurez-vous que le personnel suive les procédures de gestion appropriées et les protocoles de sécurité.
Commentaires des clients

Commentaires des clients
Pourquoi nous choisir pour vos moules d'injection de caisse de nidification en plastique?
1. Expertise &. Ingénierie de précision
Avec plus de 16 ans d'expérience spécialisée dans la conception et la fabrication de moisissures d'injection, nous fournissons des moules de haute précision et durables adaptés aux caisses en plastique. Notre équipe d'ingénierie combine la technologie CAO / CAM de pointe avec des connaissances pratiques de l'industrie pour optimiser les performances des moisissures, assurant des cycles de production sans faille et une durée de vie des outils prolongée.
2. Solutions personnalisées pour chaque besoin
Que vous ayez besoin de caisses empilables, de conceptions ventilées, de conteneurs robustes ou de caractéristiques spécifiques à l'industrie, nous fabriquons des moules qui s'alignent avec vos spécifications exactes. Notre approche collaborative garantit que votre vision de conception devient réalité.
3. Production rentable
Nous tirons parti des matériaux avancés et des processus rationalisés pour réduire les coûts à long terme. Nos moules minimisent les déchets de matériaux, accélèrent les temps de cycle et prennent en charge la production de sortie à haut volume maximisant votre retour sur investissement.
4. Qualité garantie
Protocoles QA / QC rigoureux à chaque prototypage de stade à des moules sans défaut de test de test final. Nous priorisons la durabilité, la précision dimensionnelle et la facilité de maintenance.
5. Tiraire rapide, portée mondiale
Les workflows de production agile et une expérience éprouvée de la livraison à temps, même pour des projets complexes. Nous servons des clients dans le monde entier, offrant un support de bout en bout de la conception aux services après-vente.
6. Innovation axée sur la durabilité
Nous concevons des moisissures pour les matériaux recyclables (par exemple, PP, HDPE) et la fabrication économe en énergie, vous aidant à atteindre des objectifs écologiques sans compromettre la force ou la fonctionnalité.





